
顆粒機壓輥環模的設計參數術語
[壓輥環模 新聞資訊] 上世紀50年代開始,當顆粒機的首批型號出現時,顆粒機模具就被認為是重要的備用件及易損件。隨著經濟的高速發展及科技的進步,顆粒機的制粒質量,生產率,環模和壓輥形狀尺寸、使用壽命都得到了發展和改變。

由于近年來國內的顆粒機市場發展非常迅速,使用顆粒機的用戶越來越多,寶殼壓輥環模為大家總結了顆粒機壓輥環模的設計參數術語,具體內容如下:
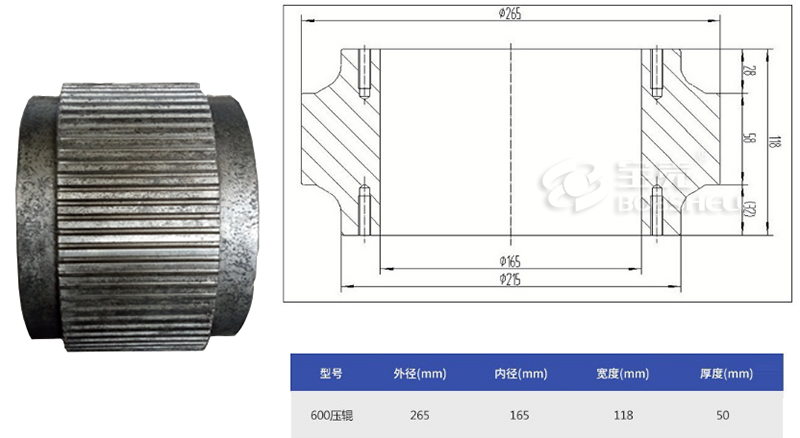
顆粒機壓輥
壓輥殼是顆粒機壓輥總成的外圓柱表面,主要經受磨損的備件,又名壓輥,壓輥皮,輥皮,壓輪,壓輪外殼,飼料輪,造粒輪,造粒對輥,輪輥等。國外統稱為Roll Shell。
壓輥廣泛應用于環模(或平模)顆粒機器:動物顆粒飼料機,木屑顆粒機,稻桿秸桿顆粒機,生物能源顆粒機,生物有機肥料顆粒機,塑料顆粒機等。需要與環模或者平模(模盤)配套使用。國內通常是1個環模(或平模)配套2個或3個壓輥。壓輥的形狀和尺寸根據顆粒機的類型和型號是可變的。
關于顆粒機壓輥的外表面,常用的齒型有以下幾種:

顆粒機環模
環模是多孔性環形模具,壁薄,模孔密布,裝配尺寸精度高,是顆粒機的核心部件及易損件,造價成本高。國外統稱為Ring Die。
環模的孔形和厚度對制粒的質量和效率有著密切的關系。選擇環模的孔徑太小、厚度太厚,則生產效率低下、成本費用高,反之則顆粒松散、影響質量和制粒效果,而且限制環模使用壽命。因此科學地選用環模的孔形和厚度等參數是高效、優質生產的前提。

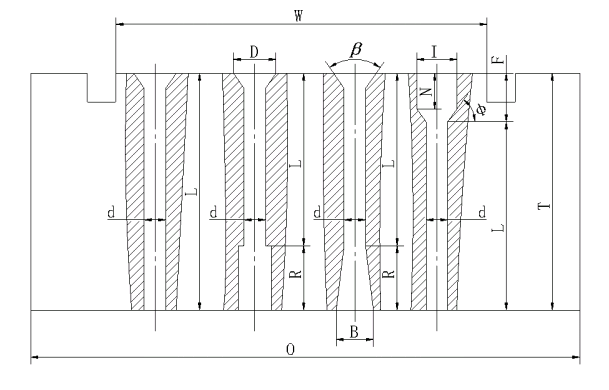
參數術語說明:ID—環模內徑;O—環模總寬度;W—環模有效寬度(制粒面寬度);d—環模孔徑(壓制顆粒直徑);L—模孔的有效長度;T—環模的總厚度;D—模孔錐形進口直徑;β—模孔錐形入口角;R—反向擴孔的深度(減壓孔);B—反向擴孔的直徑(減壓孔);φ—正擴孔過渡角;F—正擴孔深度;I—正擴孔直徑;L/d—長徑比(壓縮比)。
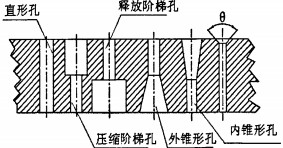
環模的孔形:目前常用的模孔形狀主要有直形孔、反向階梯孔、外錐形擴孔和正向帶錐形過渡階梯孔4種。直形孔加工簡單,使用最為普遍;反向階梯孔和外錐形擴孔減小了模孔的有效長度,縮短了物料在模孔中的擠壓時間,適宜于加工直徑小于φ10mm的顆粒;正向帶錐形過渡階梯孔適宜于加工直徑大于φ10mm的粗纖維含量高、體積質量低的顆粒飼料。除了上述4種孔形以外,還有外錐形孔和內錐孔、非圓形孔等多種孔形,但使用不普遍。
環模的厚度(T):環模厚度直接影響到環模的強度、硬度及制粒的效率和品質。國際上通常選用環模的厚度(T)為32~127mm(國內目前最小厚度已做到13mm)。
模孔的有效長度(L):模孔的有效長度是指物料擠壓(成形)的模孔長度。模孔的有效長度越長,物料在模孔內的擠壓時間越長,制成后的顆粒越堅硬,強度越好,顆粒質量也越好。反之,則顆粒松散,粉化率高,顆粒質量降低。
模孔的錐形進口直徑(D):進料孔口直徑應大于模孔直徑(d),這樣可減少物料的入孔阻力,以利于它們進入模孔。進料孔有3種基本形式,即直孔、錐孔和曲線形孔。減壓孔的深度和直徑(R、E):對于纖維含量高的原料,由于它所具有的制粒特性的差異,要求在壓粒的過程中減少通過模孔的阻力。為此,模孔應設計成兩區段,進料擠壓區段L和減壓出料區段R,即L+R=T。減壓出料孔有3種基本形式:直孔/錐孔和錐孔與直孔組合,其中直孔和錐孔最為常用,它的最大孔徑稍大于模孔直徑d,其深度取決于相應的有效工作長度L。在有些情況下,尤其是當加工料出現在深減壓孔內會膨脹而堵塞,或者當減壓孔合環模的強度降低時,宜采用錐孔與直孔的過渡組合方式,或者采用錐孔。