
顆粒機模具壓縮比不對,可以直接調整嗎?
一、環模壓縮比的核心概念
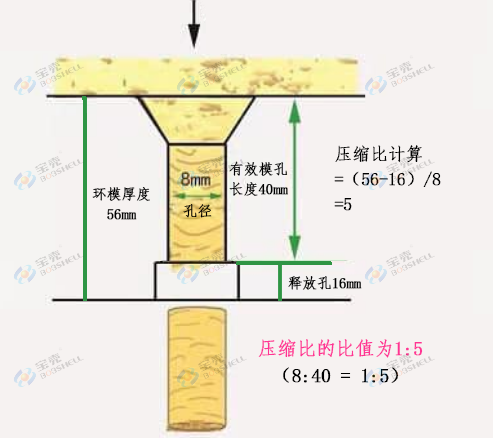
環模壓縮比指的是環模模孔的有效長度與孔徑的比值(壓縮比=孔長÷孔徑)。
它本質上反映了原料在環模內受到擠壓、成型的 “力度” 和 “時間”。
壓縮比越大:孔越長、孔徑相對越小,原料在環模內被擠壓的時間更長、壓力更大,成型后的顆粒更堅硬、密度更高。
壓縮比越小:孔越短、孔徑相對越大,原料受到的擠壓力度和時間有限,顆粒更疏松、易破碎。
二、壓縮比選錯的具體影響
不同原料的特性(如密度、濕度、纖維含量、黏結性等)差異極大,壓縮比與原料不匹配時,問題會直接顯現:
顆粒不成型 / 松散
原因:壓縮比過小,原料在環模內受到的壓力不足、擠壓時間過短,無法通過自身黏結性(如飼料中的淀粉、生物質中的木質素)黏合成型。
常見場景:處理高纖維生物質(如秸稈、木屑)或低淀粉飼料時,若壓縮比不足,顆粒易散碎,無法維持固定形狀。
堵模(環模孔堵塞)
原因:壓縮比過大,原料在環模孔內受到的阻力過大,加上原料濕度、硬度等因素,易在孔內堆積、壓實,導致孔道堵塞。
常見場景:處理低纖維、過高濕度原料(如酒糟、濕秸稈)時,過高的壓縮比會加劇原料在孔內的滯留,最終堵塞環模,需停機清理,嚴重影響產能。
出粉率高
原因:壓縮比不合理(過大或過小均可能)。壓縮比過小導致顆粒強度不足,運輸或存儲中易破碎成粉;壓縮比過大則可能因過度擠壓導致顆粒表面開裂,同樣增加出粉量。
影響:出粉率高會降低產品合格率,增加原料浪費,同時可能影響后續使用(如生物質燃料燃燒效率、飼料適口性)。
三、如何正確選擇壓縮比?
三步法:明確原料類型-明確原料粒度和含水量-明確孔徑
選擇模具壓縮比時需結合原料特性針對性選擇,如單一木屑和混合原料(木屑+棉桿)壓縮比是不同的。所以應清楚掌握原料種類、粒徑、含水率,新購機客戶建議帶料試機。以下是常見場景的參考原則:
|
原料類型 |
推薦壓縮比范圍 |
原料類型 |
推薦壓縮比 范圍 |
|
生物質燃料(松木、軟雜木等) |
1:6-1:8 |
硬雜木、碎刨花 |
1:4.5-1:5.5 |
|
榆木、桉木、橡木、櫸木 |
1:3-1:4.5 |
花生殼、稻殼 |
1:3.5-1:6.5 |
|
玉米秸稈 |
1:6-1:8 |
草料 |
1:7-1:10 |
|
魚料 |
1:14-1:20 |
乳豬料 |
1:6-1:8 |
|
雞鴨牛料 |
1:6-1:10 |
動物糞便(如雞糞、豬糞干料) |
1:4-1:6 |
四、模具壓縮比選錯了怎樣調整?
1、確定模具孔徑與長度參數
同一孔徑條件下,模孔長度越長,壓縮比越大,常用的模具孔徑6-10mm,調整壓縮比時需要了解清楚,連同模孔長度一起變動,才能真正改變壓縮比。寶殼可提供多孔徑、多材質模具選擇定制模具壓縮比方案。
2、調整喂料速度、主軸轉速
當壓縮比稍偏大但無法立即更換模具時,可通過適度減慢喂料、或適當增加點水分,緩解堵料壓力。當壓縮比稍偏小時,可適度減少原料含水率。
3、更換模具模孔結構
根據生產實踐數據,常規的原料多用喇叭孔,能更好地做導料服務。而在生產高水分原料的情況下,臺階孔比喇叭孔更吃水分。選用寶殼模具壓輥,采用優質鋼材定制,使用壽命更長更耐磨。
4、修改壓縮比
壓縮比大了寶殼可以通過技術改小,另外二次增壓可以將壓縮比小了的模具改大,但修改環模會影響環模的使用硬度,所以需要按模具的實際磨損情況來確定。經驗豐富的操作人員會通過調整原料水分,或調整環模壓輥的間隙,不更改壓縮比也能順利出粒,過程需要逐步記錄測試。
環模壓縮比是環模顆粒機“適配”原料的核心參數,其選擇需精準匹配原料的纖維、濕度、黏結性等特性。實際生產中,寶殼建議通過小批量試生產測試不同壓縮比的效果,再確定最佳參數。合理的壓縮比能最大化減少“不成型、堵模、出粉率高”等問題,直接提升顆粒品質、設備產能及企業經濟效益。